Industriedesign für Investitionsgüter
29. Oktober 2021
Ein Jahr www.expertenkreis-schleiftechnik.com
23. Dezember 2021Ein Oberflächenscanner muss mehr können als nur Prüfteile zu vermessen. Er muss die gleiche Vielseitigkeit besitzen wie ein manueller Prüfer. Die Herausforderungen dabei lauten: hochreflektierende Oberflächen auf Verunreinigungen, Aufdrucke, feinste Kratzer oder Risse zu begutachten. Diese umfangreichen Aufgaben können nicht durch eine einzelne Messtechnologie, etwa „Laservermessung“ durchgeführt werden. Solche universellen voll automatisierten Oberflächenscanner baut Alfavision. Wir sprachen mit Karin Donner über die Auswertung von Scanbildern an hochreflektierenden Flächen in 2D und 3D.
Der Weg vom Scan zum Prüfergebnis
Immer wenn es um Oberflächen mit höchstem Präzisionsanspruch geht, kommen heute die Scanner von Alfavision zum Einsatz. Dabei darf schon mal eigens für Kunden getüftelt werden. Denn jeder Scanner stellt im Grunde eine Maßanfertigung für den Einsatz beim Kunden dar. Die Scanner von Alfavision sind modular anpassbar.
Für das Scannen mit sichtbarem Licht spricht zudem, dass Schutzklassen bei Lichtscannern nicht eingehalten werden müssen. So geht die Firma Alfavision mit seinen selbst entwickelten Scannern auch noch mit einem deutlichen Kostenvorteil an den Start, da Schutzvorrichtungen am Gerät nicht erforderlich sind.
Auch läuft die gesamte Fehlstellensuche sowie deren Erkennung und Bewertung völlig automatisch ab. Das führt insgesamt zu einer wesentlich effizienteren Nutzung mit abgesicherter Wiederholbarkeit in Prüfprozessen.
Oberflächenscans mit LED-Licht
Alles Scans brauchen ein bildgebendes Verfahren. Anhand der sich so erstellten Bilder werden Defekte sichtbar gemacht. Erst am Scanbild lassen sich Dellen, Grate oder Rillen erkennen. Karin Donner betont, dass man bei Alfavision diese Scanbilder vorrangig mit sichtbarem Licht erzeugt. Mit dieser Technik kann man 2D- und 3D-Scans selbst auf hochreflektierenden Oberflächen erzeugen.
Ein Vorteil dieser Lichttechnik ist die universelle Aussagekraft der Bilder. Die Scans sind für jeden verständlich. Zusätzlich gewinnt man durch den Einsatz mehrerer Lichtrichtungen beispielsweise eine Aussage zur Tiefe einer Delle.
Spezielle Beleuchtung und Bildaufbau machen die Unterschiede aus
Einer unserer Vorteile ist, dass wir für jede Aufgabenstellung eine eigene auf das Problem abgestimmte optimale Beleuchtung entwerfen.
GF Karin Donner
Es werden Bilddaten erzeugt, die andere Systeme nicht einmal ansatzweise liefern und die unerwartete Detailanalysen ermöglichen, erklärt Donner.
Mit dieser Kombination können Fehler, Schatten und kleinste Unebenheiten sichtbar gemacht werden – wir haben über diese Technologie, 4-Seiten-Streiflichtscanner hier auf Expertenkreis Schleiftechnik berichtet. Auf das Zusammenspiel von Hardware (Beleuchtungstechnik) und Software (Datenauswertung und bildgebendes Verfahren) kommt es an.
Die hier nun präsentierten Bilder wurden außerdem bei einem Vortrag von Klaus Donner, dem Firmengründer, im Juni 2021 der Öffentlichkeit erstmals zugänglich gemacht. Die Bilder stellen eine Premiere über Infos zu Scanbildern im Web dar.
Bilder, die mittels Licht-Scans erstellt werden, sind oft aussagekräftiger als Laser-Scan-Bilder.
GF Karin Donner
Merkmale der Scanner
Die Oberflächenscanner von alfavision zeichnen sich durch die folgenden Eigenschaften aus:
- Prüfteile (auch sehr große Teile) werden in einem einzigen Durchlauf erfasst und beurteilt.
- Es werden mehrere Beleuchtungsarten verwendet.
- Wegen der Tiefenausformung von Prüfteilen wird ein paralleler Strahlgang ohne Parallaxenfehler der Bildgebung über große Scannbreiten verwendet (lückenlose Telezentrie in großer Breite!).
- Eine mitlaufende Schärfentieferegelung der Optiken während des Scannprozesses ist gewährleistet.
- Die verschiedenen Gesamtbilder des Prüfteils erfassen auch die Tiefenausprägung der Schäden.
- Die Sortierung von Prüfteilen nach ihrer Prüfbewertung ist automatisiert.
- Die Prüfung erfolgt in freier Bauteillage (ohne Fixierung).
Beispiele der Auswertung von Scanbildern
Beleuchtungsinvarianz bei Kugelkappen
Das nachfolgende Bild zeigt eine Aufnahme einer Kugelkappe. An diesem Objekt befindet sich außen ein metallischer Kreis, innen sitzt eine kleine Glaskugel, kleiner als ein Streichholzkopf.
Solche Glaskugelkappen benötigen eine 100 Prozent-Kontrolle, da mit ihnen Glasfaserkabel verkoppelt werden. Auf herkömmliche Weise werden solche Kugelkappen noch händisch geprüft, per Hand unter ein Binokular gelegt und manuell kontrolliert. Alfavision hat diese Kontrolle aber zu einer vollautomatisierten Variante weiterentwickelt.

Die Darstellung zeigt rechts das Originalbild, links befindet sich das renormierte Bild, bei dem die Reflexionen auf der Kugelkappe korrigiert wurden. Deutlich sichtbar wird dabei ein Defekt in der Kugelkappe, als weißer Punkt, bei den 3 Reflexionskreisen rechts unten im linken Bild, sichtbar.
Foto: alfavision
Das Handling der manuellen Prüfung wurde durch einen Roboter ersetzt. Die Kugelkappen sitzen in einem Tray, man fährt automatisiert von Kugelkappe zu Kugelkappe und der Roboter sortiert defekte Kugelkappen aus. Das Auswertungssystem von alfavision liefert dabei Scandaten in Echtzeit. Für die Prüfung einer Kugelkappe benötigt man somit weniger als 0,5 Sekunden.
Beleuchtungsinhomogenität auf Glas
Trifft Licht auf einen erhabenen Gegenstand, dann kommt es zum Schattenwurf. Dieser Schatten verhindert dabei die Breitenmessung einer Fläche im Auflicht, wie im nachstehenden Bild am Beispiel einer solchen hochreflektierender Oberfläche dargestellt.
Auf herkömmliche Art werden solche Flächen auch mit Durchlicht kontrolliert. Dies konnte bei diesem Praxisfall nicht zur Anwendung gelangen, da die zu prüfenden Scheibe auf Platten liegen. Diese können nur mit Auflicht geprüft werden, was bei alfavision mit dem 4-Seiten-Streiflicht-Scanner (alfavision® Mess-Scanner) möglich ist.
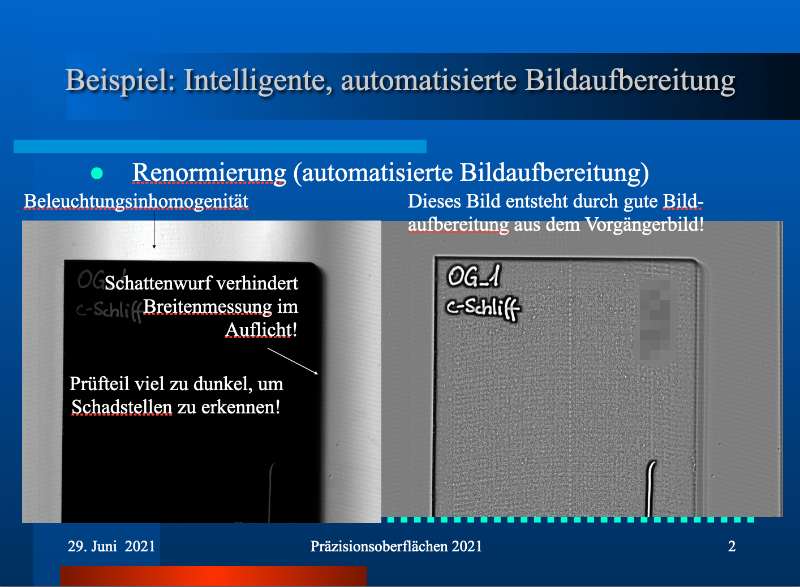
Das linke Bild zeigt den Scan einer solchen Scheibe im Auflicht als einförmig schwarze Fläche. Deutlich sichtbar der Schatten, was eine mikrometer genaue Vermessung des Bauteils verhindert. Das rechte Bild zeigt das renormierte Differenzbild, bei dem der Schattenwurf eliminiert wurde. Ebenfalls deutlich sichtbar der Fehler als weißer Strich im rechten Bild unten (die verpixelte Ecke rechts oben im rechten Bild wurde nachträglich hinzugefügt).
Foto: alfavision
Das Messverfahren mit Auflicht
Für diesen Kunden wurde von Alfavision ein den Anforderungen für die Vermessung von hochreflektierenden, erhabenen Scheiben angepasster 4-Seiten-Streiflicht-Scanner (alfavision® Mess-Scanner) gebaut. Der Kunde vermisst jetzt mit einer Genauigkeit von 12 Mikrometer nicht nur die Kanten, sondern kann auch Defekte mit diesem Messverfahren sichtbar machen.
Die Platten oder Scheiben mit einer Größe von 680 mm x 1800 mm werden im Labor unter den Scanner gefahren, wobei zwei Punkte von der Seite angetastet werden; das war bisher so. Jetzt wird die gesamte Fläche gescannt und damit erhält man viele Messpunkte, die weitaus aussagekräftiger sind. Der MS-Alfacontrol fertigt dafür 4 Aufnahmen mit 4-Seiten-Streiflicht an, aus denen anhand dieser Vielzahl an Messpunkten Aussagen starke Differenzbilder gewonnen werden.
Diese Kombination aus Kanten- und Oberflächenvermessung macht somit auch Unebenheiten sichtbar, die durch den Schleifprozess entstehen. Der Kunde weiß sofort, wie sein Bearbeitungsprozess läuft und wo er diesen verbessern muss.
Einzigartiges Verfahren der Auflicht-Messung von Alfavision
Karin Donner betont, dass man mit der Messung durch 4-Seiten-Streiflicht beim MS-Alfacontrol, dem Flaggschiff unter den Scannern der Firma Alfavision, etwas Einzigartiges bietet. Am Markt gäbe es keine adäquaten Vergleichsprodukte, sagt Donner. Alfavision versteht sich als Spezialist für Messverfahren mit sichtbarem Licht und seinen selbst entwickelten, bildgebenden Verfahren als eines der führenden Unternehmen für Oberflächen-Messtechnik im deutschsprachigen Raum.
Mit Spiegeloptiken in Dellen hineinschauen
Auch Spiegeloptiken erleichtern die Auswertung von Scanbildern, um tiefer liegende Defekte richtig zu erkennen. Das nachfolgende Foto zeigt eine solche Aufnahme, bei der eine Tellerfeder auf Dellen untersucht wurde.
Vor allem wenn es um Ränder geht, werden Spiegeloptiken für die Qualitätskontrolle in der Industrie und Produktion eingesetzt. Es kommt aber auf die richtigen Beleuchtungswinkel an, wie tief man in Dellen zu blicken vermag.
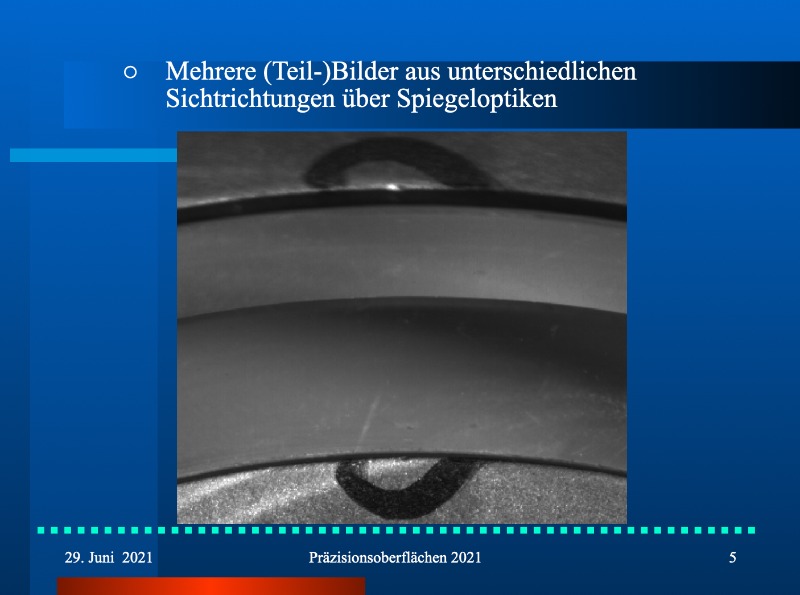
Im unteren Bild ist eine kleine Delle markiert, auf die die Kameraoptik durch den Einsatz von mehreren hochpolierten Aluminiumspiegeln blickt. Man blickt quasi von zwei unterschiedlichen Seiten in die Delle hinein, die die Spiegeloptiken sichtbar machen.
Foto: Alfvision
Graterkennung auf Präzisionsoberflächen
Das nächste Beispiel zeigt wieder eine renormierte Aufnahme einer Präzisionsoberfläche, die mit Auflicht auf Defekte hin untersucht wurde. Die Auswertung des Scanbildes zeigt einen umgeschlagenen Grat, der in eine Richtung einknickt.
Bleiben solche Grate unerkannt, kann es zu Folgefehlern kommen, wenn sich dieser löst. So kann sich beispielsweise ein solcher Metallspan lösen und in den Motor oder ins Innere einer Bearbeitungsmaschine wandern und so Schäden mit hohen Folgekosten verursachen.

Das linke Bild ist das Originalbild, rechts am vergrößerten, und automatisch aufbereiteten Bild (renormierte Aufnahme) ist die Gratbildung deutlich erkennbar. Die Pfeile markieren diese Grate.
Foto: Alfavision
Nur durch unterschiedliche Beleuchtungsrichtungen können eine Gratbildung am Scanbild sichtbar gemacht werden. Denn generell ist es schwer, einen Grat auf einem Scanbild zu erkennen und richtig zu deuten.
Auch die Qualitätsprüfer-Branche pflegt ein eigenes Fachvokabular. So verstecken sich hinter den Kürzeln "io" und "nio" wichtige Informationen für den Prüfbericht; io-Teile sind in Ordnung, nio-Teile sind nicht in Ordnung.
Lappingdefekt auf Ventilkappen sichtbar machen
Gerade ringartige Vertiefungen können auf herkömmlichen Scanbildern nur schwer gesehen werden. Alfavision macht diese mit unterschiedlichen Beleuchtungen als eine Art “Fingernagelprobe mit Licht” sichtbar. Im nachfolgenden Beispiel stellt der Kunde Ventilplättchen in der Größe eines Hemdknopfes her. Ursprünglich wurden diese Ventilplättchen manuell unter dem Binokular beidseitig geprüft. Ein aufwändiger Prozess, denkt man an die Größe und die Notwendigkeit, jedes einzelne Plättchen mit einer Pinzette händisch zu wenden.
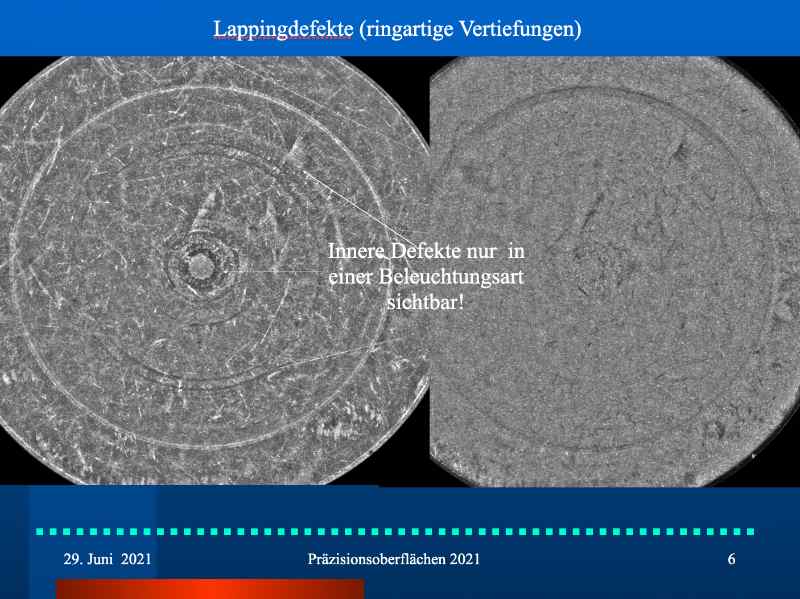
Rechts das Originalbild, links das korrigierte Bild mit entsprechender Beleuchtung, das einen inneren Defekt auf diesem Ventilplättchen sichtbar macht. Es handelt sich dabei um einen Lappingdefekt, eine ringartige Vertiefung im Zentrum des Plättchens.
Foto: Alfavision
Randausbrüche bei Glasrandschliffen
Die Auswertung des nächsten Scanbildes zeigt mehrere Defekte in Form von Randausbrüchen als Glasrandschliff an einer Ceranplatte. Die Ausgangssituation: Wenn durchsichtige Ceranfelder auf Platten liegen, dann kann nur schwer zwischen Defekt auf der Unterlage und einem Defekt auf dem Ceranfeld unterschieden werden. Differenzbilder aus 4-Seiten-Streiflicht lassen jedoch diese Unterschiede deutlich werden.
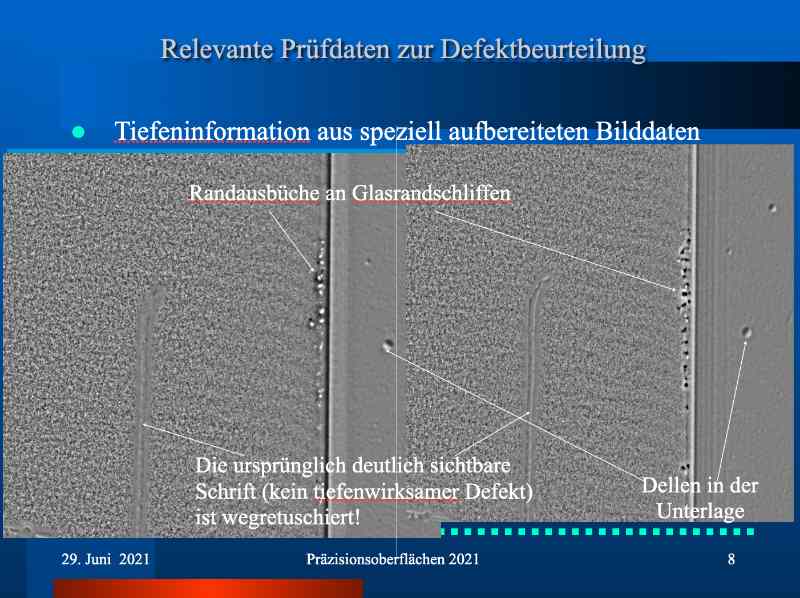
Die beiden Bilder zeigen eine durchsichtige Ceranfläche, auf der die Unterlage beschädigt ist. Das linke Bild ist das Originalbild, das rechte Bild zeigt vergrößert das Differenzbild. Deutlich sichtbar sind hier die Randausbrüche an den Glasrändern als “Perlenkette”. Die außen liegenden Kraterformen zeigen dabei auch einen Defekt an der Unterlage dieser Ceranfläche. Das heißt, Ceranfläche und Unterlage sind beschädigt.
Foto: Alfavision
Eindeutigkeit bei der Defektsuche
Bei diesem letzten Bild wird deutlich, dass auch Laien solche Scan-Bilder auswerten können. Weiß man über die Erscheinungsformen von Defekten Bescheid, können diese schnell und einfach zugeordnet werden.
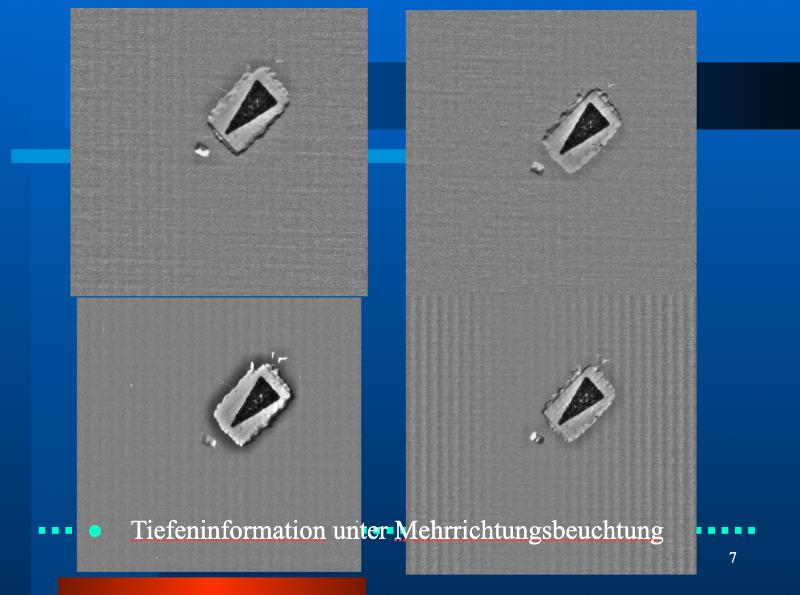
Diese beiden Bilder zeigen wieder die Schattenwirkung unter Bedingungen einer Mehrrichtungsbeleuchtung. Links befindet sich das Original, rechts das korrigierte Bild. Die Schatten wechseln ihre Richtung, da das Bauteil aus unterschiedlichen Richtungen für das Scanbild beleuchtet wurde.
Foto: Alfavision
Zusammenfassung Auswertung von Scanbildern
Es muss also nicht immer ein Laser sein, der bei der Vermessung und Kontrolle von Bauteilen zum Einsatz kommt. Mit der Mess-Technik von Alfavision lassen sich viele knifflige Probleme zur Gewährleistung der Präzision von Oberflächen auch mit sichtbarem Licht aus handelsüblichen LEDs und ausgeklügelter Beleuchtungstechnik umsetzen.
So gibt es kleine Tischsysteme in Standardbauweise schon für 30.000 Euro. Auf jeden Fall setzt man drauf, die Kundenanforderungen bestens zu erfüllen; ja sogar Scan-Systeme für Kunden neu zu entwickeln. Wer also vor Herausforderungen steht, die Oberflächenpräzision durch automatisierte Messung von hoch reflektierenden oder spiegelnden Flächen gewährleisten zu müssen, der sollte mit der Firma Alfavision aus der Region Passau reden.
Eine zügige Auswertung, die Lieferung von Echtzeitdaten, automatisiertes Ausschleusen defekter Teile und die Herabsetzung von Standzeiten sind weitere wichtige Merkmale der Scanner von Alfavision. Und – das alfavision-Team sind absolute Profis beim Scannen mit sichtbarem Licht in 2D und 3D.