
Ein Jahr www.expertenkreis-schleiftechnik.com
23. Dezember 2021
Vorteile von Vliesscheiben zur Metall-Bearbeitung
22. März 2022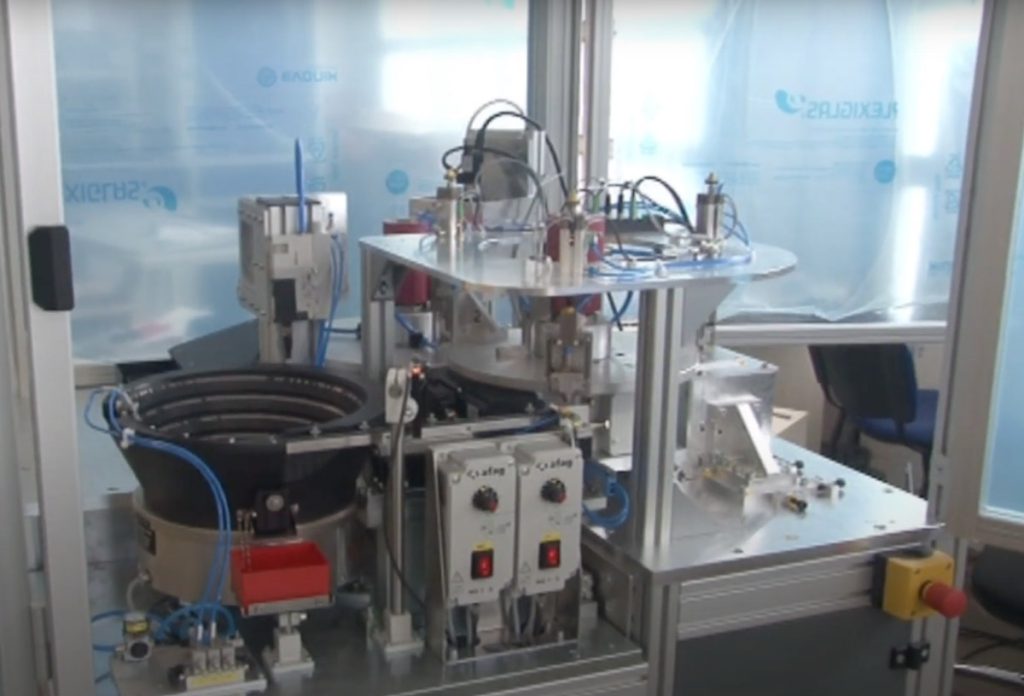
Am Beispiel eines erfolgreich umsetzten Projekts erfahren Sie hier, wie alfavision die Problemstellung eines Kunden durch eine individuelle automatisierte optische Oberflächenprüfung gelöst hat.
Individuelle Lösung für komplexe Bauteilprüfung
Die manuelle Sichtkontrolle von Fertigungsteilen ist ein zeit- und kostenintensiver Prozessschritt, vor allem bei mittleren und großen Losgrößen in der industriellen Metallbearbeitung. Müssen alle Teile geprüft werden, begrenzt diese Inspektion meist entweder den erzielbaren Teiledurchsatz oder sie führt zu erheblichen Personalaufwand und den damit verbundenen Kosten.
Automatisierte optische Prüfsysteme können eine Lösung sein, wenn eine ganze Reihe von technischen Herausforderungen überwunden werden.
Alfavision hat sich auf die Lösung solcher komplexen Aufgaben spezialisiert.
Ein Beispiel für ein erfolgreich realisiertes Projekt wird im folgenden Video vorgestellt.
Die Problemstellung: Zierliche Ventilplättchen im Durchmesser von 6 mm mussten zu 100% einer genauen Qualitätsprüfung unterzogen werden, da der weitere Einsatz dieser Bauteile einen erheblichen Einfluss auf die Funktionsfähigkeit des Zielsystems hatte.
Auf automatisierte Oberflächenkontrolle umstellen
Die Oberflächenkontrolle der Teile erfolgte bisher manuell unter dem Binokular. Dabei wurden die Teile von oben, unten und von der zylindrischen Außenseite kontrolliert. Das händische Prüfen von den zierlichen Ventilplättchen erforderte viel Geduld und eine hohe Konzentration für den ausführenden Mitarbeiter. Die Anforderung einer 100 %-Kontrolle führten zwangsläufig zu einer großen Anzahl ungeprüfter Teile.
In dieser Situation wünschte sich der Kunde eine schnelle automatisierte Lösung mit dem Ziel, die Gesamtheit, der als Schüttgut eintreffenden Prüfteile komplett in Abhängigkeit der Qualität zu sortieren.
Die zierlichen Ventilplättchen stellten nicht nur für das Handling, sondern auch für die Oberflächenprüfung eine Herausforderung dar.
Da die auftretenden Defekte nur mit mikroskopischen Optiken erkennbar sind, diese aber aus bekannten physikalischen Gründen eine hohe Tiefenschärfe-Empfindlichkeit besitzen, konnten die höhengestuften Oberflächen nur mit sehr speziellen optischen Systemen inspiziert werden. Darüber hinaus sind die meisten Schadstellen nur unter verschiedenartig gerichtetem Licht erkennbar und klassifizierbar.
Mit speziellen Beleuchtungstechniken gelang es alfavision alle Regionen des Prüfteils scharf zu stellen um alle Defekte z. B. Kratzer, Dellen, geometrische Abweichungen sowie Beschädigungen sicher zu erkennen.
Wie im Video erkennbar ist, durchläuft ein Ventilplättchen die folgenden Stationen:
Durch einen Schwingförderer wird es auf eine waagrechte Schiene lagerichtig transportiert. Am Ende der Schiene saugt ein höhenverstellbarer Vakuumgreifer an der Peripherie eines Drehtellers das Plättchen an. Nach pneumatischem Anheben des Greifers bewegt der Drehteller den Greifer samt Prüfteil in die nächste Station (2).
Hier senkt der Greifer das Prüfteil in den Schärfebereich einer, nach oben gerichteten Kamera ab.
Von unten ist das Objekt völlig frei, deshalb kann es von unten und gleichzeitig von der Seite mit verschiedenen Beleuchtungsarten untersucht werden.
Nach erneuten Anheben des Ventilplättchens transportiert der Drehteller das Teil in die nächste Drehposition (3).
In der Station 3 trennt sich der Saugarm von dem Ventilplättchen durch die Ablage auf einen tieferliegenden zweiten Drehteller. Auf diesem tieferliegenden zweiten Drehteller ruht jetzt das Ventilplättchen in einem passenden Bett. Eine dort montierte Kamera prüft das Teil von oben. Um die wellige Oberfläche überall prüfen zu können, wird das Ventilplättchen mit unterschiedliche Fokussierebenen und Beleuchtungen geprüft. Die so entstehenden Bilder liefern eine gute Basis für die Prüfsicherheit. In der Position 3 des zweiten Drehtellers wandert das Plättchen zur Sortierung. Auf Wunsch des Kunden wird in vier unterschiedliche Klassen sortiert: gut, schlecht, nachprüfen und Nacharbeit. Die ausgeführte Sortierung besticht durch die hohe Geschwindigkeit, die durch eine pneumatische Bewegung der vier fächerartig orientierten Ausschussrutschen erreicht wird. (Bild 1)
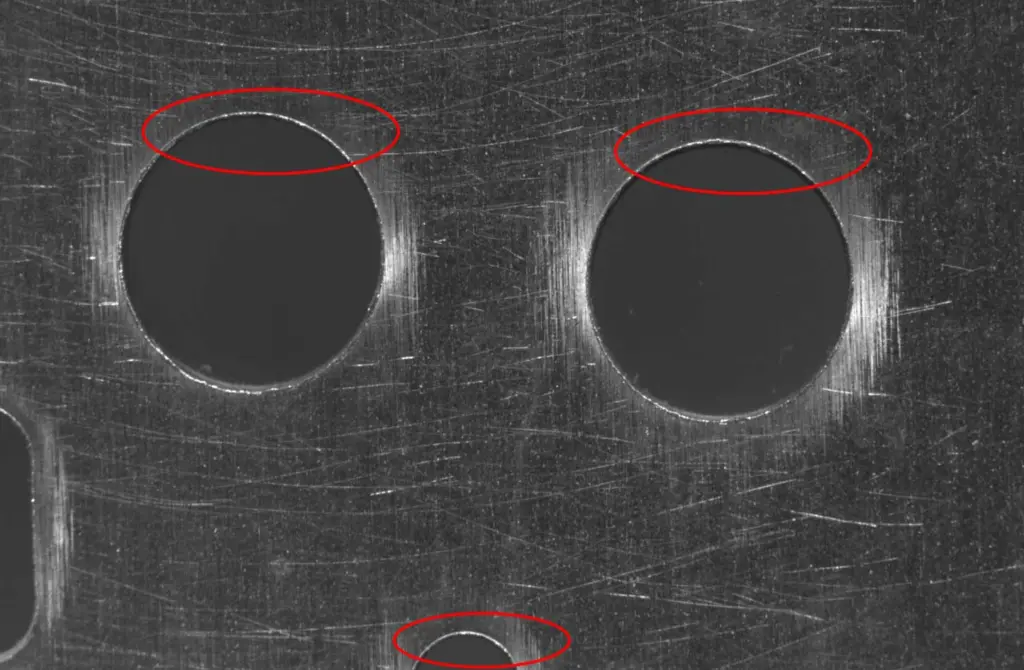
Alle beschriebenen Stationen werden in weniger als 2 Sekunden durchlaufen. Dem Bediener wird das Bildmaterial von der Oberseite und der Unterseite am Bildschirm angezeigt. Die aufgetretenen Defekte werden farblich unterschiedlich markiert. (siehe Bild 2) Selbstverständlich sind alle Bilddaten speicherbar und die Ergebnisse statistisch auswertbar.
Die Besonderheiten dieser Komplettanlage zur Oberflächenkontrolle sind neben der gut durchdachten Mechanik die gleichzeitige Aufnahme von Bildern mit einer hohen Anzahl unterschiedlicher Beleuchtungsrichtungen, gepaart mit einer schnellen und zuverlässigen Auswertung. Das mechanische und das optische System bilden eine Einheit. Jeder Betrachter ist beeindruckt durch die hohe Prüfgeschwindigkeit bei gleichzeitig sehr aussagekräftigen Bildern, die eine präzisere Auswertung zulassen als unter dem Binokular. Das Prüfkonzept stammt aus einer Hand. Erst diese Gesamtsicht ermöglicht die hohe Prüfqualität.
Mit dieser Prüfanlage wurde eine schnelle 100%-Oberflächenkontrolle in der Produktion möglich. Dieses Oberflächenprüfsystem ist modular aufgebaut und kann auf unterschiedliche Bauteile angepasst werden.
Weiterführende Hilfe
• Haben Sie eine konkrete Frage?
• Ist heute etwas passiert, sodass Sie sich über dieses Thema informieren?
• Wie schwierig ist es für Sie eine gute Lösung zu finden?
Sie erhalten unverbindliche Lösungsansätze in einem kostenlosen Erstgespräch.

Ihr Ansprechpartner
Karin Donner
Inhaber / Vertrieb
alfavision GmbH & Co. KG
Kontaktieren Sie mich
Telefon: +49 (0) 850 591 606-10
Mobil: +49 (0) 171 799 29 14
E-Mail: Karin.Donner@alfavision.de

{kind=link}